Kirjoittajat: Reijo Heikkinen ja Kirsti Cura.
Tässä artikkelissa kerrotaan digiValmistus – Tulevaisuuden valmistusteknologioiden mahdollisuudet liiketoiminnan kehittämisessä -projektista, joka toteutetaan Lahden ammattikorkeakoulussa ajalla 1.9.2017–31.12.2019. Projektin tavoitteena on saada uutta liiketoimintaa Päijät-Hämeeseen kehittämällä robotisaatiota hyödyntävää 3D-tulostusteknologiaa ja -materiaaleja. Tulostusraaka-aineena käytetään erilaisia jäte- ja sivuvirtamateriaaleja. Pursottimen ohjaamisessa käytetään kuusiakselista robottia ja moniakselista tulostusalustaa. Tämä mahdollistaa tuotteiden valmistamisen lähes ilman rajoituksia tuotteen muodolle ja rakenteelle. Projektissa kehitetään myös robottiohjelmisto pursotusratojen luomiseksi sekä tutkitaan mahdollisuuksia lisätä esim. antureita ja sensoreita tuotteeseen yhtä aikaa materiaalin pursotuksen kanssa.
Kohderyhmänä ovat alueen pk-yritykset, jotka voivat olla esim. 3D-tulosteiden loppukäyttäjiä, joiden toiminta tuottaa sivu- ja/tai jätevirtana 3D-tulostuksen raaka-aineeksi soveltuvaa kierrätysmateriaalia, tuottavat 3D-tulostuspalveluja ja toimijat, jotka valmistavat ja/tai myyvät 3D-tulostimia, niihin liittyviä ohjelmistoja ja robotiikkaa joko muille yrityksille tai kotitalouksille. Tuloksena saadaan uudenlainen teknologia, joka mahdollistaa tähän asti 3D-tulostukseen soveltumattomien jäte- ja sivuvirtojen hyötykäytön. Tavoitteena on myös löytää uusia 3D-tulostuksen sovelluskohteita ja uutta 3D-tulostukseen perustuvaa palvelu- ja tuotantoliiketoimintaa.
Muovi- ja kierrätysmuovituotteiden valmistusta 3D-tulostuksen avulla
Ainetta lisäävän valmistuksen eli 3D-tulostuksen teknologiakehitys alkoi jo 1980-luvulla, kun ensimmäiset pikavalmistukseen soveltuvat tulostimet tulivat markkinoille. Vallitseva tulostusmateriaali oli muovi. Tulostettujen kappaleiden laatu parani 1990- ja 2000-luvulla, ja vähitellen myös muut edut kuin itse teknologian hyödyt alkoivat tulla enemmän esille. Suunnittelun vapaus ja kappaleiden räätälöinti olivat ja ovat yhä näistä tärkeimpiä. Lämpöä kestävät polymeerit ja metalliseokset yleistyivät tulostusmateriaaleina 2000-luvulla, ja pikamuotit tulivat mahdollisiksi. Kun 2010-luvun alkupuolella useat patentit raukesivat, 3D-tulostus on tullut jokaisen kuluttajan saataville, sillä jo muutamalla sadalla eurolla voi kotikäyttäjä ostaa oman 3D-tulostimen. (Rayna & Striukova 2016.)
Erilaisten kierrätysmuovien soveltuvuutta 3D-tulostukseen on testattu esim. peruskouluprojekteissa, ja myös useassa Lahden ammattikorkeakoulun opiskelijaprojektissa. Teknologia on tyypillisesti FDM (Fused Deposition Modelling), josta käytetään suomeksi termiä pursotus. Tässä 3D-tulostusmuodossa kierrätysmuovista valmistetaan ensin filamenttia eli tulostuslankaa suulakepuristimen avulla, jonka jälkeen digitaalisessa muodossa olevan 3D-tiedoston avulla tulostetaan kappale käyttäen FDM-tulostusteknologiaa. Suurimpana haasteena on erilaisten muovilaatujen määrä, joten tulostusmateriaalin heterogeenisyys ja laadun hallinta on haastavaa. Lahden ammattikorkeakoulun (LAMK) digiValmistus-projektissa tämä ongelma on ajateltu ratkaistavaksi pursottimella, joka on vakaa eri materiaaleille. Kriteerinä materiaalille on pursotettavuus ja kohtuullisessa ajassa tapahtuva jähmettyminen.
Monipuolinen pursotin monenlaisille materiaaleille
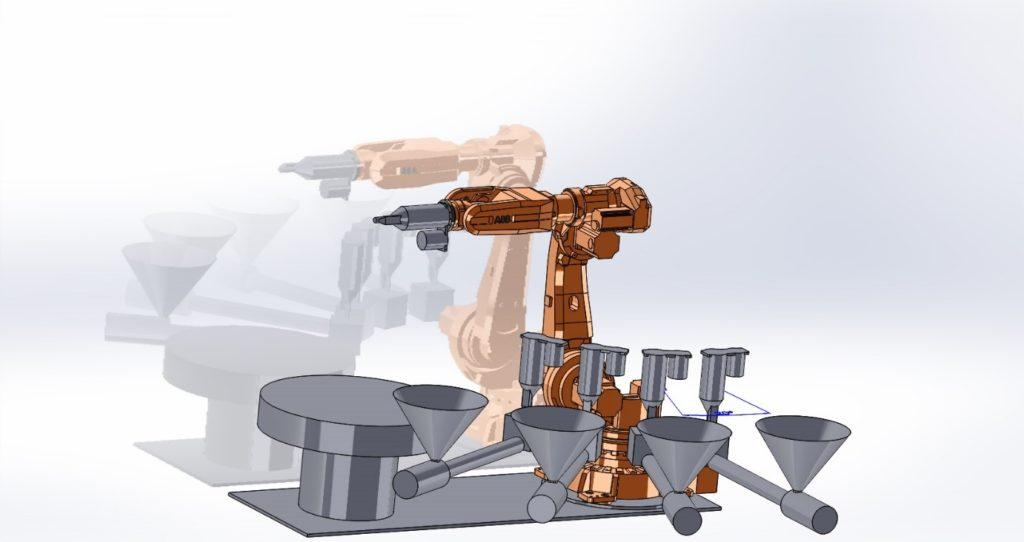
Tulostin voi sisältää periaatteessa hyvinkin monta ladattavaa tulostuspäätä, jotka robotti ottaa tarttujaansa tarpeen mukaan tulostamista varten. Täten erilaisten materiaalien yhdistäminen onnistuu samanaikaisesti. Kun yksi tulostuspää on käytössä, muita ladataan samaan aikaan.
Tulostuspäiden lataaminen tehdään suulakepuristimien avulla. Nämä suulakepuristimet ovat periaatteessa normaaleja yksi- tai kaksiruuviekstruudereita, mutta ne ovat valmistettu erityisesti käsittelemään monia erilaisia materiaaleja. Johtuen materiaalien laajasta ominaisuuskirjosta materiaalien pursottaminen ei välttämättä olisi kovin tarkkaa suoraan suulakepuristimesta rakennettavaan tulosteeseen. Lisäksi suulakepuristimen on oltava suhteellisen kookas ja painava yksikkö toimiakseen tehokkaasti. Tämän takia varsinainen pursotus tuotteeseen tehdään kevyemmällä pursotuspäällä, joka on suunniteltu antamaan tarkalleen tietty säädettävissä oleva materiaalivirta.
Suulakepuristimia valmistetaan aluksi kaksi kappaletta eri kokoisina ja hieman erilaisilla ominaisuuksilla testikäyttöä varten. Vaikeasti sekoittuvista materiaaleista valmistettavat komposiitit vaativat enemmän prosessointia massan pursotettavuuden takaamiseksi. Lyhyemmällä suulakepuristimella voidaan prosessoida puhtaat muovit ja helpommin sekoittuvat muoviseokset. Lopullisessa laitteessa voi toki olla vielä useita suulakepuristimia lisää. Erilaisten materiaalien toimivuus tullaan testaamaan jo etukäteen laboratoriossa yhdistämällä erilaisia kierrätysmuoveja erilaisten kiinteiden materiaalien kanssa.
Kun suulakepuristin on ladannut pursottimen täyteen, se on valmis tulostusta varten. Tulostusta tekevä robotti tulee tarvittaessa ottamaan tulostusohjelman mukaisen pään työkaluksi. Varsinainen pursotus 3D-tulosteeksi alkaa tulostusalustalta, joka on tarvittaessa lämmitettävä tiettyyn lämpötilaan tarttuvuuden parantamiseksi ja tulosteen jäähtymisen aiheuttamien jännitysten minimoimiseksi. Myös tietyn ilmaston luominen tulosteen ympärille on mahdollista. Tulostus voidaan kuitenkin tehdä työn edetessä erilaisiin suuntiin perinteisen z-tasojen asemasta. Rakenteen kasvaessa voidaan materiaalin pursotus aloittaa lähes mistä kohdasta tahansa olemassa olevasta rakenteesta. Tämä mahdollistaa myös aikaisemmin tehtyihin kappaleisiin tehtävät täydennykset erilaisilla materiaaleilla. Koska FDM-menetelmällä tulostetuilla kappaleilla on ongelmallista saada lujuusominaisuuksiltaan täysin isotrooppisia rakenteita, kannattaa tämänkin takia tulostustasot tehdä aina siihen suuntaan, missä saavutetaan paras tulos rasituksiin nähden.
Tulostusratojen generointia varten tullaan kehittämään ohjelmistoja, jotka muuttavat 3D-mallin robotin liikeradoiksi ennalta vaadittujen kappaleominaisuuksien perusteella. Tällöin tulevat huomioiduksi pursotuksen suunnan ja rasitusten välinen yhteys. Robotin liike on myös tarkasti sidottu materiaalin pursotukseen. Tämän takia pursotus on synkronoitava robotin liikenopeuteen ja sen on oltava yhteensopiva materiaalin ominaisuuksien kanssa. Pursotetun materiaalin tulee tarttua tiukasti kiinni edelliseen pursotteeseen, mutta kuitenkin sen on jähmetyttävä riittävän nopeasti kantaakseen rakenteen massan aiheuttamat rasitukset. Tämä vaatii rakennettavaksi pursotuspäähän erilaisia lämmitys- ja jäähdytyselementtejä. Vaihdettavat tulostuspäät tuovat mukanaan vielä yhden edun. Robotin tarttujaksi voidaan vaihtaa myös lähes mikä tahansa tavanomainen tarttuja, jos tulostettavaan kappaleeseen halutaan valmistuksen aikana asentaa erilaisia komponentteja, jotka jäävät tulosteen sisään.
Tulostimen fyysinen rakentaminen on jo aloitettu suulakepuristimien ja pursotuspäiden suunnittelulla ja valmistuksella. Laite on tarkoitus kokoonpanna ja käyttöönottaa LAMK:n uusissa tiloissa syksyn 2018 ja kevään 2019 aikana. Samalla testataan ja kehitetään materiaalien käsittelyä ja ohjelmistoja. Tulostimella aiotaan kokeilla erilaisten geometrioiden tulostamista eri suuntiin erilaisista materiaaleista. Projektissa on mukana alueen yrityksiä, joilla on käyttämätöntä muovin sivuvirtaa sekä 3D-tulostusrityksiä. Suunnitteilla on sekä julkisia testauksia että yrityskohtaisia tapaustutkimuksia.
Artikkelin pääkuva: DigiValmistus-projektissa rakennetaan 3D-tulostin, jonka tulostusmateriaaleina käytetään teollisuuden jäte- ja sivuvirtoja. (Kuva: Oona Rouhiainen.)
Kirjoittajat
Reijo Heikkinen, TkL, yliopettaja, Lahden ammattikorkeakoulu, reijo.heikkinen(at)lamk.fi
Kirsti Cura, PhD, kehittämispäällikkö, Lahden ammattikorkeakoulu, kirsti.cura(at)lamk.fi
[vc_tta_accordion active_section=”0″ no_fill=”true” el_class=”lahteet”][vc_tta_section title=”Lähteet” tab_id=”1458134585005-b3f22396-5506″]
Rayna, T. & Striukova, L. (2016). From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technological Forecasting & Social Change 102, 214–224.
[/vc_tta_section][/vc_tta_accordion]



